技術資料
2025.07.10
植込みブラシの製造方法
植込みブラシの製造方法・手植えブラシ
| 植込みブラシは、ブラシ台の材質が(樹脂・木・鉄・アルミ・ゴム・皮・ベークライト)など穴をあけることができる素材ですと製作可能です。機会植え・2つ割れ・手植え・打ち込み式など製造方法も多彩でいろいろなブラシ形状に製造できます。 |  |
植込みブラシの製造方法
| 1.穴あけ | 2.植え込み | 3.毛刈 |
 |
 |
 |
| 植込台になる板や軸部を自動穴あけ機で 穴を開けます。 |
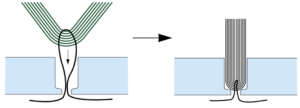
植込穴にブラシ毛材を二つ折りになるように一穴ずつ植え込みます。 | 回転刃もしくはバリカンで毛刈りを行います。 |
| 平線・丸線 植込み穴に毛材は二つ折りに押し込められ、毛材が抜けないようにメッキ線やステンレスの平線(丸線)で止めます。 |
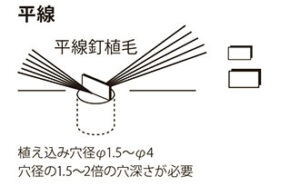 |
植込みブラシの毛材が抜 けない様に平線で打込固 定を行います。 植込み台が薄く小径穴の 植え方です。 |
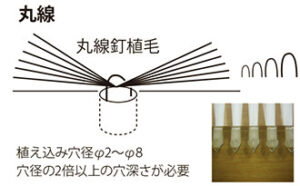 |
植込みブラシの毛材が抜 けない様に丸線を打込固 定を行います。平線より 穴が深く釘を深く打ち込 みますので平線より抜け にくくなっています。 |
手植えブラシについて(金属レスでも製作可)
特長
●手植えブラシの特長は植込み台を痛めることなく何度でも再使用できます。
●植込み台の厚みが薄いものも、手植えブラシですと植込ができます。※ただし抜けやすい。
●植込み台に穴加工ができれば、何にでも手植えができます。
●一穴ずつ確実に植込でいきますので毛切れを起こさず脱毛もほとんどありません。
●植込み台・毛材・縫込み糸全て樹脂製品で制作可能です。
●金属部分を使用しないで耐酸仕様のブラシが可能です。
●作業者の手作業ですので納期とコストが他の製法よりかかります。
 |
 |
毛材の折り込み穴と、縫い取り引き込みの2段穴加工を使用します。縫い取る線材は通常、ステンレス線を使用しています。 |
| 金属レスブラシ ※PPやテフロンなどの植込み台・毛材・縫い糸を用いて、耐酸仕様や金属レスのブラシを作ることも可能です |
植込みブラシの植込み台
樹脂系
| 塩ビ・耐熱塩ビ(PVC・HTPVC) | ナイロン・耐熱ナイロン・MCナイロン | |||
| 安価で植込み台によく使われています。ロールブラシ用として塩ビ管はVP管やVT管が一般的です。塩ビ樹脂は難燃性・耐久性・耐油・耐薬品性に優れています。熱に対しては弱いです(60℃以下)。耐熱塩ビ(100℃以下)もあります。 |
 |
ナイロンは強靭で、耐油性、耐薬品性に優れています。かなりの高温から低温にわたって安定して使用できます。摩擦係数が小さく、耐摩耗性に優れています。
|
 |
|
| ポリプロピレン(PP) | ジュラコン(POM) | |||
| PPは軽く(比重:0.91)、軟化点も高く加工性も良く耐薬品性に優れているので植込み台としてよく使われます。 欠点として毛材植込によりPP台が反りやすく耐熱性は低いです。  |
 |
衝撃強さに優れ吸水による寸法変化が少ないです。 酸類および酸化作用の強い薬品を除き、それ以外の無機薬品や油類には抜群の耐久性を発揮します。  |
 |
|
| ベークライト(紙ベークPL-PEM、布ベークPL- FLE) | ABS | |||
| 植込み台に用いられるベークライトは、紙繊維をフェノール樹脂で固められた樹脂製品です。 耐熱性・寸法安定性に優れています。 130度2時間経過で概観変化見られません。  |
 |
剛性、硬度、加工性、耐衝撃性、など機械的特性バランスに優れています。 有機溶剤には溶けますが、酸やアルカリには耐えます。耐候性は良くなく長時間日光に当てると劣化します。成形しやすい特徴もあります。  |
 |
|
| 導電性樹脂(MC501CDR6帯電防止、MC501CDR2導電) | 超高分子量ポリエチレン(ニューライト) | |||
| 本来、絶縁性をもつ樹脂に、金属や炭素繊維等の無機導体を練り込んだりして、導電性をもたせた複合材料です。除電目的のブラシ植込台として、帯電防止グレードをよく使用いたします。
|
 |
ポリエチレン(PE)より、密度を高める事により高い耐衝撃性を備え、耐摩耗性においてもPOMなどより優れています。植込み台としては食品衛生関連のブラシによく使用されます。 |
 |
|

| 価格高 | ①耐熱塩ビ→ ②ベーク → ③MCナイロン→ | ④6ナイロン→⑤塩ビ→⑥ジュラコン→⑦ABS→ ⑧PP | 価格低 |
| 比重 | 1.4 1.16 | 1.14 1.4 1.4 1.05 0.91 | |
木材系・金属系・ウレタン・皮など
 |
ステンレス、鉄、アルミ等金属 ステンレス、鉄、アルミ、チタンなど穴があくものであれば、何でもOKです。 |
 |
ウレタンゴム・皮など ウレタンやゴムや皮など穴をあけることができる材質でしたら植込み可能です。 |
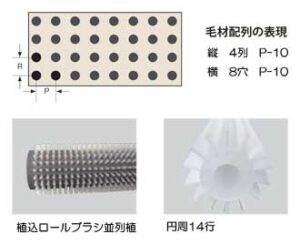
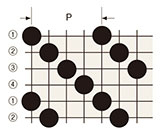
植込みブラシの植込み配列
ブラシ毛材の配列は並列・千鳥など種々ございます。
配列により毛量の多少差がありブラシとしての役割効果も随分違います。
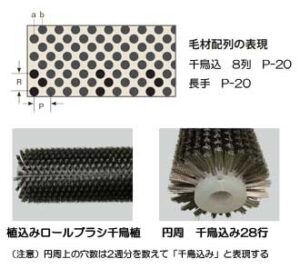
| 並列植 | 千鳥植 | |
| 並列植えは平面の板状に多い植え方で、植毛穴の並び方が縦横に規則正しく並んでいます。ロールブラシは毛材間に隙間ができ、毛の当たらない部分がございます。搬送ローラーなどに向いています。 | 千鳥植えは並列植えよりも毛材密度が高いブラシができます。 | |
 |
 |
| 千鳥崩し植 | ダブルスパイラル植・スパイラル植 | |
| 「千鳥崩し植」は毛材の隙間が重なり合うことにより、長手方向にブラシ毛材の隙間が無いため洗浄ムラができません。 | ブラッシング清掃のチリや埃の洗浄清掃物を、ロールブラシの両外側に払い出す効果がございます。 (ブラシの回転方向打合せ必要です) |
|
  |
  |
| 特殊な配列 格子植 |
| 円盤上のブラシを回転させた場合、毛材の配列方法により洗浄・清掃できない部位が発生します。イラストのようにブラシ毛材が当たらない部位がある為、汚れも落ちにくく、ブラッシング作業の時間もかかってしまいます。 |
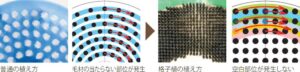
格子植えの特長
格子植えでは規則よく配列されたブラシ毛材が回転することにより、各々のブラッシング部位が重なり、空白部位が発生しません。